Classing
Overview
Once cotton is ginned, and while it is being baled, a sample of cotton is taken from both sides of every bale. Samples from the two sides are put together and given a tag with a bale number and barcode that directly relates to the originating bale. These samples are then rolled up in plastic in groups of 50-60 with consecutive bale numbers and then sent to the classing facility for classification.
Upon arrival, the samples are conditioned as per international standard requirements before the classing process begins. The samples are then taken to the High Volume Instrument (HVI) machines where testing is carried out to determine various fibre properties and then on to the manual classing stations where the the classification of colour and leaf is performed
After classification is complete, the results of the fibre measurements are immediately relayed to growers, merchants and any related parties.
Purpose
The purpose of the cotton classing process is to establish the overall quality of individual bales, using several different parameter measurements.
Initially, a cotton merchant will use this information to determine whether they are required to pay the grower they have purchased the bales from a premium, or to deduct a discount from their contracted base price. Thereafter, the merchant will use the quality information to sort bales into even-running quality lots ready for shipment to the end user.
A cotton grower will use their quality information as an important tool when making future agronomic and management decisions.
A spinning mill will use their quality information to optimise their raw material selection and blending, which is necessary for producing a consistent level of yarn quality.
In Australia, the cotton industry employs both visual and mechanical methods to determine cotton quality. Most aspects of visual cotton classing are being replaced, as they are considered to be subjective, by the HVI (High Volume Instrument) which is able to assess various important textile quality related fibre properties by objective measurement. The six key quality properties on which cotton is valued and their method of determination are:
 Colour (manual/visual classing)
Colour (manual/visual classing)- Leaf (manual/visual classing)
- Extraneous Matter (manual/visual classing)
- Length (HVI measurement)
- Strength (HVI meansurement)
- Miconaire (HVI measurement)
Colour & Leaf
Visual methods are based on the Universal Standards for Grades of American Upland Cotton which are produced and provided by the United States Department of Agriculture (USDA). These standards are presented in the form of 15 different grade boxes, each of which contain six samples (known as “biscuits”) that represent the acceptable colour and amount of leaf or trash for the box’s assigned grade.
See below for the list of Universal Standards for Grades of American Upland Cotton Including Grade & Description:
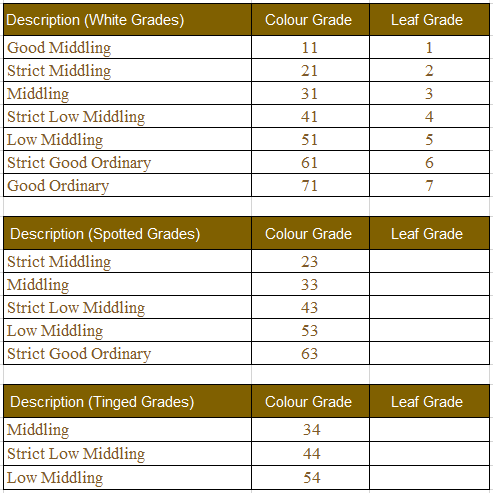
The colour and leaf content of a sample is measured visually by a trained cotton classer, making their assessment under specific light conditions and via comparison to the above-mentioned standards. Colour and leaf is also measured objectively by HVI, however this information is not currently being used in Australia.
Length
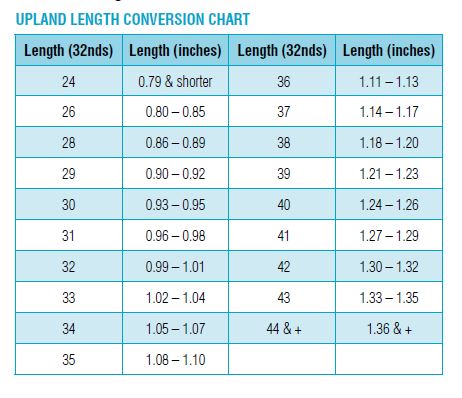
Australian cotton is all classed using HVI measurements for length. Previously, length was measured on a sample of fibres known as a "pull" when hand classing, and was measured to the nearest 1/32 inch. HVI measures length mechanically in inches, rounded to the nearest 100th of an inch (i.e. 1.17). A beard or tuft of lint is formed by grasping fibres with a clamp.
Fibres are then brushed out and inserted into a chamber with the assistance of a vacuum. The average length of the fibres in the beard (or "Upper Half Mean Length") is measured by infrared. Each sample will be subjected to 2 tests for length with the average of the 2 calculated and reported by the HVI software. These results can then be converted into "staple" lengths for grouping and valuing purposes as follows:
Strength
Fibre strength is measured by clamping a bundle of fibres between a pair of jaws and increasing the separation force until the bundle breaks. This takes place during the length measurement operation, after the fibre length measurement has been taken. Strength is expressed in terms of grams force per tex (GPT) with readings of 27.9 & below considered to be weak, 28-30 average, 30.1-31.9 above average and 32 & above excellent.
Micronaire
Micronaire is measured by placing a portion of lint of a known weight in a chamber, compressing it to a set volume and subjecting it to a known air flow and measuring the resistance to this air flow. The resultant reading is an indication of the thickness of the fibre wall and has been used as an approximate measure of fibre maturity. Micronaire result ranges are grouped together for valuing purposes as follows:
